Cold rolling is a metalworking process in which metal
is deformed by passing it through rollers at a temperature below its
re-crystallization temperature. Cold rolling increases the yield strength
and hardness of a metal by introducing defects into the metal's crystal
structure.
These defects prevent further slip and can reduce the grain size of
the metal, resulting in Hall-Petch hardening.
In the reversing cold rolling process the steel strip is passed back
and forth between mandrels on each side of the cold rolling mill.
The strip is reduced in thickness on each pass until the final thickness
is achieved. Typical total percent of cold reduction ranges is from
60 to 80 percent.
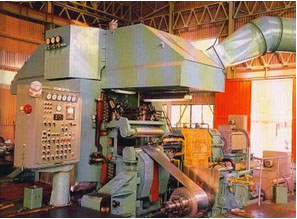
The usual cold mill configuration is a four high vertical rolling
mill. Two rolls (work rolls) contact the strip and the other two rolls
(backup rolls) support the work rolls and transmits the rolling force
to the mill housing through bearings and chocks.
Another mill configuration is a six high vertical rolling mill. This
mill has intermediate rolls between the work rolls and backup rolls.
The intermediate rolls can be shifted axially. This can improve flatness
performance and reduce edge wave. Another advantage of the six high
mill is that smaller work rolls can be used which will reduce rolling
loads.
The rolling force and roll gap are controlled by servo operated hydraulic
cylinders mounted at the top of the housing window. Transducers monitor
position and pressure for accurate closed loop control of the cylinders.
The cylinders have sufficient stroke to compensate for the wear in
the top work and backup roll.